始めまして生産技術者になって4年目のHAPPYSETです。私は初めて工程能力調査をする時にその必要性と求め方が理解できずに苦労しました。私生活でも全く使用しないので理解にかなりの時間がかかりました。
参考書やネットでもたくさんの方が説明していますが、言葉が難しく理解に時間がかかります
今回は忙しい人(私みたいに短気な人も)・必要最低限の知識が欲しい人向けに
両側規格の工程能力調査について説明します。
1.工程能力調査とは
工程能力調査とは、同じ方法・条件で加工した時に物の出来栄えのバラツキによって
不良品(図面規格を外れる)が発生する事がないか確率的に証明するための調査です。
今回は両側規格の工程能力調査について説明したいと思います。
片側規格の工程能力調査についてはこちらを参照ください
2.両側規格と片側規格の工程能力調査の違い
両側規格と片側規格で評価項目が異なりますので以下に示します。
| 種類 | 評価項目 |
| 両側規格 | ・CP ・CPK |
| 片側規格 | ・CPK |
上の項目の通り、CP・CPKを理解すると両側規格・片側規格どちらも工程能力調査を評価できます。
3.CPとCPKについて
CP・CPKについて説明します。
- CPについて
CPは両側規格の時に使用します。CPは物のバラツキの6σが両側規格の上限・下限に対して
余裕がいくらあるか評価します。 - CPKについて
物のバラツキは規格幅の中心を基準にバラつくわけではありません。必ず上限・下限
どちらか偏ります。偏りがあると偏った方の規格と物のバラツキの幅が小さくなり
余裕が小さくなります。偏った状態でも規格に対して余裕がある評価する時に
使用します。
4.CP≧1.33及びCPK≧1.33について
CPK≧1.33・CP≧1.33とは、工程能力が十分にあると言える基準です。
ものづくりの世界では計測データを平均±3σ(バラツキの99.7%をカバーする)が
規格から外れてない事が品質規格を保証するうえで一つの指標になります。
第三者に問題がない事を説明するにあたってCPは
「規格の幅が物のバラツキの6σより一つ上の8σ以上あるので規格から外れませんよ
≒8σ/6σ」という意味を説明する為にCP≧1.33という指標を用いいります。
CPKは「物のバラツキが偏っていて余裕が小さい側でも最低条件の3σ(片側)より一つ上の4σ(99.994%)以上確保しているので規格から外れませんよ≒4σ/3σ(1.33)」と言う説明する時に
CP≧1.33という指標を用いります。
※片側規格では規格幅が存在しないのでCPを評価しなくてよい(評価できない)
工程能力調査をするには以下の3つを準備する必要があります。
| 準備物 | 備考 |
| データ入力用パソコン | エクセルがあると便利 |
| 図面規格 | 工程能力調査したい部分の規格 (今回は両側規格) |
| 計測データ(データ数は30個以上が理想) | 工程能力調査したい部分の計測データ |
5.まずは測定データを集める
工程能力調査をするは図面規格と計測データがないと始まりません。
今回はサンプルとして以下の規格と計測データを用意しました。
図面規格:10.0±1mm(ある物のある部分の寸法規格)
計測データ:
| データNo | 計測データ(mm) |
| 1 | 9.6 |
| 2 | 9.6 |
| 3 | 9.4 |
| 4 | 9.5 |
| 5 | 9.5 |
| 6 | 9.6 |
| 7 | 9.5 |
| 8 | 9.6 |
| 9 | 9.6 |
| 10 | 9.5 |
| 11 | 9.5 |
| 12 | 9.6 |
| 13 | 9.6 |
| 14 | 9.5 |
| 15 | 9.4 |
| 16 | 9.6 |
| 17 | 9.4 |
| 18 | 9.5 |
| 19 | 9.6 |
| 20 | 9.4 |
| 21 | 9.6 |
| 22 | 9.4 |
| 23 | 9.5 |
| 24 | 9.4 |
| 25 | 9.6 |
| 26 | 9.4 |
| 27 | 9.6 |
| 28 | 9.7 |
| 29 | 9.7 |
| 30 | 9.5 |
6.平均・標準偏差(σ)を求める
エクセルを用いて平均・標準偏差(σ)を求める
求めた結果を以下に示します。(エクセルでの求め方は別途説明します)
平均:9.53
標準偏差(σ):0.09
7.CP・CPKを求める
CPは以下の式で求まります。
CP=(規格上限ー規格下限)÷6×標準偏差
(CPが1以下だとバラツキ3σの正規分布の内側に規格があり品質的にやばい)
CPKは以下の二つの式で求めます。CPだけではどちらに偏っているか不明なので
規格の上限側・下限側どちらも一旦求めます。値が低い方を採用します。
CPK=規格上限−平均値/3×標準偏差(下限規格の場合はCPK=平均値ー下限規格/3×標準偏差)
(CPKが1以下だとバラツキ3σの正規分布の内側に規格があり品質的にやばい)
今回の計算結果はCP=3.70 CPK=1.96で1.33以上あるので能力が工程能力が十分にあると言えます
また正規分布のグラフを作成すると↓のようになります。(赤線が規格上限・下限の線になります。)
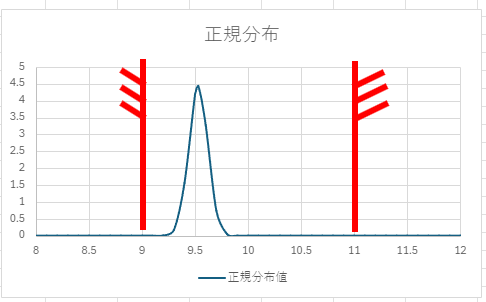
※グラフの作成の仕方はこちらを参照
グラフを見るとバラツキが下限側に偏って事がすぐにわかります。CP・CPKは満足していますが、
かなり偏っているので注意が必要です。
8.まとめ
簡単にまとめます
- 工程能力調査とは不良品(図面規格を外れる)が発生する事がないか確率的に証明するための道具
- CP≧1.33(CPK≧1.33)とは品質保証の最低条件である6σ(3σ)より一つ上の
8σ(4σ)以上でも規格から外れない」という事を数字で説明する為の道具
9.余談
工程能力調査をし説明する時に便利な正規分布グラフの作り方をこちらにまとめましたので参照ください